偠t������ݼy�o�p䓹ܵ�ԇ��
1 ǰ��
偠t�Ã��ݼy�o�p䓹ܣ����Q���ݼy�ܣ��ăȱ����а��ă��ݼy������Ч���ƹܱڵĂ���Ч����ʹ�ܱڜضȸ��Ӿ��������300��600MW�����ϵĴ��������R��ͳ��R����偠t�еõ��V�����á��������a����ҪƷ�N��ASMEϵ���е�SA210-A1��SA-210C����̖���P�r�ʘ�����Ŀǰ����ֻ�ИO�ٔ��S�����������a���a����1.5�ft/a���ϣ�������һ�����Ј���������
2 ���ݼy�ܵļ��gҪ��
Ŀǰ���ݼy�ܵć��Ҙ˜���δ��ʩ��������a�S�҃H����偠t����S�ľ��w��ُҎ���M�����a����Ҫ�W�ɷֺ����W���ܷ��χ��˻�ASME�˜��⣬��ͬ��偠t����S�Ҍ�䓹S��䓹�Ҏ���ݼy�^�����γߴ�ƫ����в�ͬ��Ҫ���˫@�����õĂ���Ч�������ݼy�߶ȡ��ݾࡢ�ݼy�����������Ҏ�����D1�����ij偠t����S��ُҎ��������ݼy�ܵĽ���ʾ��D��
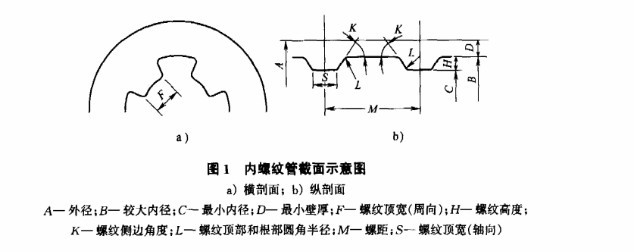
���ُҎ��Ҏ��Φ60.3mm X 7.5mm���ݼy�ܵ���Ҫ�����飺
�⏽Φ��60.3±0.25��mm���^��ȏ�Φ��43.40±0.25��mm����С�ȏ�Φ40.32mm����С�ں�7.5mm����22%/-0�����ݼy�^��8�����ݼy�߶ȣ�1.12±0.30��mm��
3 ����ԭ��
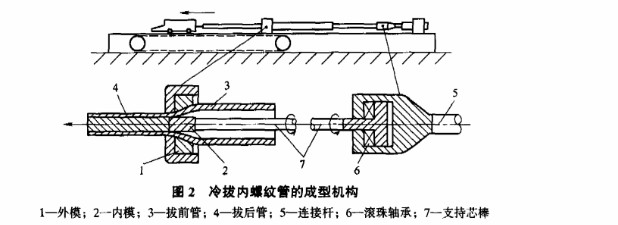
����ݼy�ܼ��g���ڹ̶���ģ�ιܼ��g�Ļ��A�ϰlչ�����ġ�����ݼy�ܵij��͙C����D2��ʾ�������^���У����ڃ�ģ�ϴ����ݼy�ϲۣ��ϲ۵�ǰ��߅�������c֮���|�Ĺ��σȱ���ǰ��߅�ĔD�����ڜϲ������ȵķ����Ϯa���D����������������������Ӄ�ģ���B�U���D��ֻ�Ю���ģ�����ϲ����������Ǵ���һ����ֵ�r���ϲ�������߅���ܵ�������������Կ˷���ģ���B�U���ܵ����D�������l�����D��������С܇�τ��£��p���p��ǰ�M���ȱ����܃�ģ�����D���ã��γ��˃��ݼy��
4 ���a��ˇ
4.1��ˇ����
����ݼy�ܵ����a��ˇ���̣���܈ë��→�M��→���^→��ϴ→�z��ĥ→��ϴ������→����→�˻�→�Cֱ→�й�→�p̽→���^→�˻�→��ϴ→������→��Ʒ����→��Ʒ��̎��→�Cֱ→�й�→�z�→���b→��졣
4.2������a��ˇ
4.21���ƹ�ˇ��ë��Ҏ��Ĵ_��
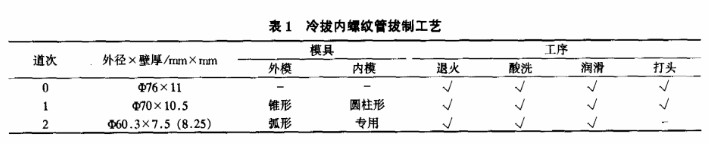
����γ����^���У������ذ��Ʒ��������׃�Ξ���Ҫ׃�Σ���䓹������M����s�鲻����׃�Σ���ʹ��ģ�ϲ۲�ֱ���؏���D�����ݼy�������ڃ��ݼy̎�ıں�Ҳ�����c����׃�Σ����ڲ��֮a�����Ӊ���������ڲ��֮a���������������ܱڱ��������������F���s�F���@��ʹ����������y�����H�ݼy�߶�С�ڃ�ģ�ϲ���ȡ�������s���c�ں����ʡ��ڏ��ȡ��ں������P�����˱��C�ݼy�߶��_���˜�Ҫ��������Ĝp���������ǣ��p�����ܰ��Ƒ��������Ʋ����ܴܺ�t���Ϻ̓�ģ���ܱ����ࡣ���]����Ʒ�ں�������ƫ����H��С�ں�10%Ӌ�㣬��8.25mm�������Y���ṩ�Ĺ�ʽ����Ӌ�����Ʒǰ���ε�䓹ܱں�s��10.2mm�����˜p�ٰ��Ƶ��Σ�ë��Ҏ�M���ܽӽ���ƷҎ��ͬ�r������������܈ë�ܵıں�������ȱ�ݣ��ڰ��Ƴ�Ʒǰ�����ÈA����ģ�ְ�1���������ԇ����x��Φ76mm X 11mm��ë�ܣ����w��ι�ˇҊ��1��
4.2.2��ģ���OӋ
���ݼy�ܵ���Ҫ�ߴ煢����䓹��⏽���ȏ����ں��ݼy�߶ȡ��������ǡ��⏽���ȏ����ں��SҎ��ͬ����ͬ�����OӋ��ģ�r��Ҫ���]�ݼy�߶Ⱥ��������ǡ��mȻ���ݼy�ܵ��ݼy�߶Ȟ�o��ֵ�������ڰ����^���Е��a�����s����˰κ��ݼy�߶ȱȃ�ģ�ϲ����С���ɸ����ں�����s�����_����ģ�ϲ���ȡ��_���������DZ�횿��]�ɷ������أ�һ�ǂ���Ч�ʣ���������Խ��Խ������䓹܃��������������ã�����Ч��Խ�ߣ��������W�l�����S��������������������������ʹо�U���࣬Ҳ�������ģ���i���y�Գ����������ܳ��͡������Y�ϣ����������x��30°�^����m��ͬ�r���ֹ���ݼy�߂�߅��䓹܃ȱں��������ݻ�׃����횱��C�ϲ��_�ȣ�һ���30°~55°��
4.2.3��ϴ����
��������ϴ��������ˇ�ƶȣ��DZ��C䓹���������Ҳ��a���������ȱ�ݵ��P�I�����H��ˇ�����飺
��ϴ�r����������ۣ�[H2SO4]=16%~18%�����ӟ�1%~3%ʳ�}���������a[Fe2+]����150g/L,�ض�60~65�棬��ϴ�r�g�����^�L����ϴ�����������FƤ��ʡ���ϴ�r�������ӣ�ÿ5~10min����1�Σ�����ֹ�^��ϴ��
�ײۿ���ȴ���20�����x�����0.9���ض�65~75�棬�r�g����15min��
���ö���������ˇ�����������8h����ƣ��ݼy���ε��ΰ��ƕr����ģ����Ϳ���Ý���֬��
4.2.4��Ʒ��̎��
����ASME SA-210C�߉�偠t�ܳ�Ʒ��̎����ˇ������ضȣ�900±10���棬����30min��
5 ԇ�ƽY��
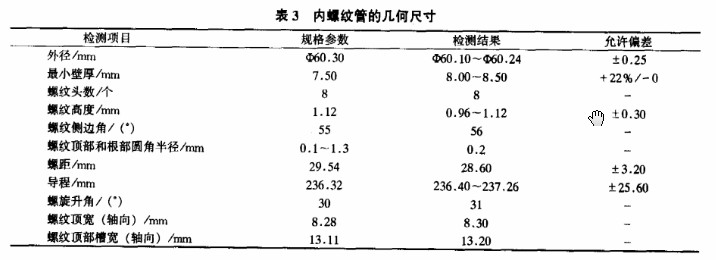
���z�y��SA-210C䓹ܵĻ��W�ɷ�Ҋ��2���γߴ�Ҋ��3�����W���ܺͽ���M��Ҋ��4��
���⣬����Ŀǰ�����Пo���ݼy�܌���̽���O�䣬�鱣�C��Ʒ�܌����|����ë�ܰ���Φ70mm X 10.7mm���M���A���������˻𡢳Cֱ�����^��Ҫ��u��+�����p̽�ϸ�


6 �Y��ӑՓ
����ԇ���a��Ͷ��1.50t���յó�Ʒ���ݼy��1.15t��ԇ�Ƴɲ��ʞ�77%���f����ˇ�^���У����D���������a�������a�^���д������І��}��
��1�� �ı�3��Ҋ�������a�ă��ݼy���m�γߴ��_���˜�Ҫ��䓹��⏽���ݼy�߶Ⱦ���ؓƫ��ݼy�߶Ȳ���������ë�ܱں�ƫ����֮������ë�ܱں�ʹ��ǰ�κ�ıں��C��1.5mm���ϣ��ݼy�߶Ȼ����_��Ҫ��䓹��⏽ƫС�����ڃ�ģλ���{���������俿ǰ�����Ӱ푡��ı�2����4��Ҋ���仯�W�ɷֺ�������ȫ�M��ASMEҪ�������������^��
��2�� ��ģ�Π����Ҫ�����_ʼ�OӋ��ģ�r�����ڌ��_�Ⱥ͵���δ��ע�⣬������a���Ĺ��ӳ��F�_�A���pë�̡����M�������˲ۜϵ��_�Ⱥ͵��ǣ�ȱ����ȫ������
��3�� ë�ܱں����ݼy�߶�Ӱ푺ܴ����ë�ܱں����ػ��к���ă��ݼyȱ�ݣ��t���ܱ��C��Ʒ���ݼy�߶Ȼ�ʹ�߶Ȳ�����
7 �YՓ
��1�� �˴�ԇ���a������ݼy�o�p䓹ܣ����z�y�����ָ�˾��_�����P�˜�Ҫ��
��2�� �ڴ_��ë��Ҏ��r��Ҫ��ֿ��]���s�F���C��Ʒǰ���εıں���ڳ�Ʒ���ں�1.0~1.5mm��
��3�� ��ģ�r���Ƴɹ��c����P�I���OӋ��ģ�rҪ��ֿ��]�ϲ۵���ȼ��_�ȣ���ʹ���ƕr�õ��������ݼy�߶ȣ�����ֹ���F������

