TP347䓠t�ܵĺ��Ӽ��g
����־�����H�i��������������
���Ї�ʯ����Ȼ���һ���O��˾��
ժ Ҫ����TP347���|�������M�з������_���˺����������������_���˺��ӹ�ˇ�����������̎����ˇ��ָ���F�����ӕr���Ɵ�ݔ���������̎���ǿ����F���w�������P�I��
�P�I�~��TP347 �F���w ��ݔ�� �����̎��
THE WELDING TECHNOLOGY OF PIPE IN FURNACE TP347
China Petroleum First Construction Corporation Wang Qizhi��Lou Kunpeng
Fang Mingpo , Li Rui
Abstract Through analysis on welding performance of TP347,welding method and welding condition and postweld heat treatment is defined.That field welding heat output control and postweld heat treatment is the key of welding process is emphasized
Key words TP347 , Ferritic, Heating export, postweld heat treatment
0ǰ��
�����߉��Ӛ��b�Ã����Ӛ��M�ϼӟ�t�t�ܲ��������^�ߣ����|��TP347��0Cr18Ni11Nb�����يW���w���P䓣��͟ᡢ���g�����^�ã�������Ҳ�^�ã������ƺ����F���w�����y���^���F���w�����������͟ᡢ���g����Ӱ��^����˿����F���w�����Ǻ����P�I�������Ը߉��Ӛ��b�àt�ܺ��Ӟ�������BTP347䓵ĺ��ӹ�ˇ��
1.�����Է��������ڽM��
1.1�t�ܵĻ��W�ɷ�
�t�ܵĻ��W�ɷ�Ҋ��1��
��1 TP347�Ļ��W�ɷ֣�%��
|
ĸ��
|
C
|
Si
|
Mn
|
P
|
S
|
Ni
|
Cr
|
Ti
|
|
TP347
|
≤0.08
|
≤1.00
|
≤2.00
|
≤0.035
|
≤0.03
|
9-12
|
17-19
|
≥8.00
|
(1)̼C ̼��Ӱ�䓲ď��ȵ���ҪԪ��,�^�ߵ�̼���������䓵ď��Ⱥ���ĥ�ԣ���䓵����g�ͺ��������½�,�����c̼�����γ�Ԫ�أ���Mo���Y�ϣ��ھ������γɴִ��̼���
(2)�Nb ��ڸߜؗl����Ҳ������ȫ����,�ߜؗl���¿����c����ֱ̼�ӻ��ϣ����c�o�C���A���ã�������Ч��ߺ��ӽ��^�����g���ܺͿ������ԡ�
(3)�tCr �t�������䓵Ĵ����D׃�ضȣ��S���t���������ӣ�䓵Ĵ����D׃�ض�Ҳ�Mһ����ߣ��_��ֵ�S�t�������Ӷ��½������ڲ�ƽ��ļӟ����s,������ܮa��ƫ���a��,�Ķ����ӟ��Ѽy�A��
(4)�iMn �i��Ó�����ã����ÓQFeS��MnS��ͬ�rҲ�ܸ�������ķֲ��ΑB��ʹ��Ĥ��FeS��׃���w�ֲ����Ķ���ߺ��p�Ŀ����ԡ�
(5)��Si ���������F���w,�����һ���ď������á�
(6)�����S��P ��ʹ䓮a�����,��ʹ䓮a����ࡣ
1.2 �¿��Ƃ估�M��
�t���¿ڲ����¿ڙC�ӹ����¿���ʽ��YV���¿����M���g϶��2±1mm��Ҋ�D1����
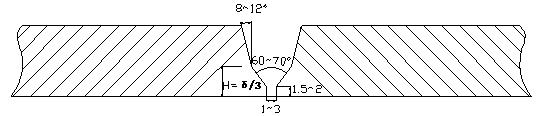
�D1 �t���¿ڽM���D
2. ���ӹ�ˇ
2.1���ӷ���
���ӷ����Ǻ��àt�ܵ��P�I�� ���˷�ֹ�ܵ��ں��ӕr���ں��ӟ��Ѽy��δ���׃���F���w�����ߵȆ��}�����ӕr�������´�ʩ��
�x���u�O�廡����ף������屣�o���ֹ�늻�����估�w�溸�����r�M�П�̎���ĺ��ӹ�ˇ��
2.2����Ҫ�c
��1����וr�ăɶ�λ���p���g������ͨ�屣�o������С�[�Ӳ������_���ɂ��ۺ����ã�������߶ȱ��C��1-2 mm��
��2�����ӹ�ˇ����С�����������ٺ�����估�w�溸�����ö��Ӷ������С�[�ӻ[�Ӳ��������g����Ҫ�صף����ӵ�֮�g���^����e�_��
��3�������^���Б�������ƌ��g�ضȲ����^100����
��4�������ջ��rҪ��������Ҫ��M����ֹ�����Ѽy��
��5���ֹ�늻�����估�w��r�������¿ڃɂȸ���С��100mm�����ȵ�ĸ����Ϳ�ۣ��Է�ֹ�����w�R�p��ĸ�ġ�
2.3�u�O�廡�����ӹ�ˇ
�u�O�廡�����П��������С������ܶȴ����������Ƶă��c��ͬ�r�������p�����^�á���˲��������麸�Ӵ�ס��x��H0Cr20Ni10Nb���z�����Ļ��W�ɷ�Ҋ��2��
��2 H0Cr20Ni10Nb�Ļ��W�ɷ֣�%��
|
�� �z
|
C
|
Si
|
Mn
|
P
|
S
|
Ni
|
Cr
|
Mo
|
Cu
|
|
H0Cr20Ni10Nb
|
0.08
|
0.06
|
2.4
|
0.30
|
0.02
|
11
|
21.5
|
0.16
|
0.18
|
��1����������o���w �����һ�N���Ԛ��w�����Ȳ��c�����W������Ҳ���ܽ��c�����У���һ���c�nj���ϵ����С�������dž�Ԫ�Ӛ��w���ߜؕr���ֽ����ᣬ�ښ����ȼ����늻������pʧ�^�١��u�O�廡�����ļ��Ȳ�������99.96%�����ӕr����������15L/min��
��2���u�O �u�O�ߜأ��ں����^���в��דp�ġ����������Խ�^�S�����������ʹ�u�O�˲��ۻ��γ����tλ����������ϵ�늻����c����������ظɔ_���΄ӣ�ʹ늻��hʎ��늻����������u�Oĥ�ɼⲿֱ��0.3mm���A��30~60�ȵļ��ɱ��C늻�������
��3����ˇ���c ���Ӻ��z�����ÙM��λ���[�ӣ����Ӆ����M���x��С�����С늉����Կ��Ɵ�ݔ�������Ӆ���Ҋ��6��
2.4�ֹ�늻�����ˇ
��1�����l�IJ��� ���l����A137�����Ļ��W�ɷ�Ҋ��3��ʹ��ǰ���z�l�Ƿ��ڱ��|�ڃȣ�����ˎƤ�Ƿ�A���⻬���o��Ƥ�������Ϳ�ω�Ϳ�r̎�ò�����ɺ��l�����𰙬F�����ݡ��_�ѬF��A137��A�Ե͚��ͺ��l����ǰ��Ҫ��ɣ���ɜض�250�������1h�����ÜضȞ�100~150����
��3 A137�Ļ��W�ɷ֣�%��
|
�� �l
|
C
|
Si
|
Mn
|
P
|
S
|
Ni
|
Cr
|
Mo
|
Nb
|
|
A137
|
0.08
|
0.90
|
2.0
|
0.035
|
0.03
|
10
|
20.5
|
0.75
|
1
|
��2����ˇ���c ���ֹ���Ѽy��������ƺÌ��g�ضȣ��廡�����������s���M��늻����ӣ����ӕr�������ֶ��Ӷ�����ӣ�����һ�Ӻ��gЪ��犣���������s���M����һ�Ӻ��ӣ�����İь��g�ضȿ�����100�����£��_���F���w����������4��8%�����ȡ������^���к��l�����[�ӣ����ӕr����ֱ�����ӣ�ͬ�rҪ���⺸��ȱ�ݣ���ס��A����δ���ȣ����γɡ����Ӆ�����Ҋ��4�����M���x���^С���늉����Կ��Ɵ�ݔ�롣
��4 ���Ӆ���
|
���ӷ���
|
������̖
|
Ҏ��mm��
|
�����A��
|
늉���V��
|
���������L/min��
|
�����
|
|
GTAW
|
H0Cr20Ni10Nb
|
φ2.5
|
80-90
|
18-19
|
15
|
ֱ������
|
|
SMAW
|
A137
|
φ3.2
|
90-100
|
31-33
|
|
ֱ������
|
���ӕr�������ӹ�ˇ�������M�У��������¿�֮���ĸ�ı���������ԇ������������ֹ늻�����ĸ�ġ����p������ÿ߅�w�^�¿�2mm���ˡ����p��ߣ�0~2mm��
3. ����z�
�������^�z�飬���p����o��ס��A����δ����δ�ۺϡ�ҧ߅��ȱ�ݡ�����100%�侀�z�y��ȫ���ϸ�
4. �����̎��
�W���w���P䓺��p�������F���w�����Pϵ���������ԣ�σ��׃�͟Ꮚ���ܡ��Ŀ������Գ��l��Ҫ�p���كȺ���һ�������F���w����σ��׃�͟Ꮚ���ܿ��]���F���w�����^��������475���ߜش�׃���F���w�����������á����ƺ�����Q�@һ���}�NJW���w�͟�䓺��ӵĺ��ļ��g��
ͨ�^���m�ĺ����̎�������������Խ��ͺ����F���w����,߀�ܸ��ƺ��p���ټ����Ӱ푅^�ĽM�������ͽ��^���^��Ӳ�ȣ���߽��^���g�ԡ�׃�����������^���g�����ߜس־Ï����Լ��������ӑ�����
�����̎���O�䣺�����͜ضȳ��������WCK-360-1212��
�����̎��������늼ӟᷨ���Kʽ�ӟ�������
�����̎����ˇ����Ҋ�±�5��
��5��̎����ˇ������
|
ĸ ��
|
Ҏ ��
|
��̎��ض�
|
�ӟ��ٶ�
|
��ؕr�g
|
��s�ٶ�
|
|
TP347
|
φ168.3×18.26
|
886~914��
|
��150��/h
|
4h
|
���ٿ���
|
�y�ط������t�⾀�y�x��
�����̎���ӟ᷶�����Ժ��p���Ğ���ʣ�ÿ���ں��p���ȵ�3�����ϣ��Ҳ�С��25mm��Ҋ�D2�����ӟᑪ����
���،��ȣ��ӟጒ�ȼ�������100mm�����ȡ�
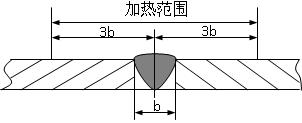
�D2 �����ӟ᷶��
��̎���ļӟ��ٶȡ���ؕr�g����s�ٶȑ���������Ҫ��
�ӟ�������400���ӟ��ٶȲ�������5000/δ��/hӋ�㣬�Ҳ�����150��/h��(�f����δ��ʾ�t�ܱں�)
�ں�����g���y�c�ĜضȾ����ڟ�̎��ض�Ҏ���ķ����ȣ��Ҝز������28����
��ؽY����܃�ͨ�L�M�м��ٿ��䡣
��̎��������Ҋ�D3������̎��r���ß�̎���Ԅ�ӛ䛃xӛ䛟�̎��������
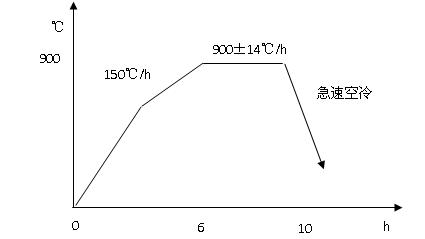
�D3 ��̎�������D
5. �YՓ
��̎�����p����Ӱ푅^��ĸ���M��Ӳ�ȼ��F���w�����z�y���Y��ȫ���ϸ��b���\��1�������δ���F�κ��|�����}�����ӹ����������|�����ܵ��I���ĸ߶��u�r��ԓ�b�ñ��Ї����̽��O���Ӆf���u��ȫ�����㺸�ӹ���һ�Ȫ���
��
�����īI
[1]�������փԡ� ��2������2�棩 �Cе���I������
[2]��ʯ�ͻ����S�O��z���փԡ� �ڶ��փ� �Ї�ʯ��������
[3]���Cе���̲��ϡ� �ڶ��� �Cе���I������
[4]������ұ���W�� ����ԭ�� �Cе���I������
����־,��,����1970��,�����̎������°��bʩ�������ӹ�������,ϵ�Ԓ13070398811

